Aerospace Sub-Assembly — Traceability, Precision, and Reliability at Every Connection
Global Precision Works (GPW) assembles aerospace electrical harnesses, avionics sub-assemblies, and electromechanical components for U.S. aerospace OEMs — with the material traceability, process documentation, and workmanship standards that flight-critical hardware demands.

Aerospace hardware exists in a category where quality is not a competitive advantage — it is a prerequisite for participation. Every wire termination, every solder joint, every fastener torque inside an aerospace sub-assembly must be executed correctly, documented completely, and traceable indefinitely — because the hardware operates in environments where failure creates consequences measured in lives, not dollars.
GPW assembles aerospace sub-assemblies with that reality governing every decision. Our Monterrey facility builds aerospace electrical harnesses, avionics integration modules, electromechanical components, and system-level sub-assemblies under documented workmanship and inspection standards. Every material is traceable to the mill certificate, every assembly step is recorded with operator identification, and every unit ships with a documentation package that supports the OEM’s airworthiness submissions.
This is not commercial assembly relabeled for aerospace. GPW designs its aerospace programs from the ground up: qualified operators trained on aerospace workmanship standards, controlled material handling with full lot traceability, validated test procedures, and a quality system that treats every document as part of the permanent record. Your aerospace hardware is assembled with the discipline that certification authorities expect and passengers depend on.
What Is Aerospace Sub-Assembly?
Aerospace sub-assembly is the process of integrating electrical, electromechanical, and mechanical components into finished sub-assemblies destined for aircraft, spacecraft, defense systems, and unmanned aerial vehicles — wire harnesses, avionics modules, control system components, sensor packages, power distribution units, and structural-electrical integration builds. It takes individual components — aerospace-grade conductors, mil-spec connectors, qualified solder and terminals, structural brackets, PCBAs, and fasteners with full material certifications — and builds them into a tested, inspected, and fully documented unit that meets the OEM’s design specifications and applicable airworthiness requirements. For aerospace OEMs and Tier 1 suppliers, contract sub-assembly with a qualified partner transfers labor-intensive build operations to a facility with the traceability systems, workmanship standards, and quality documentation that the aerospace supply chain requires.
Aerospace Production Is Accelerating — The Supply Chain Needs to Keep Pace
The aerospace industry is navigating a sustained production ramp. Commercial aircraft backlogs extend years into the future, defense modernization programs are generating new platform requirements, and the unmanned systems market is creating demand for sub-assemblies at volumes that did not exist a decade ago. For the OEMs and Tier 1 suppliers building these platforms, the challenge is not design — it is production capacity.
Aerospace sub-assembly is labor-intensive work. Wire harnesses for a single aircraft can contain thousands of terminations, each requiring skilled operators working to documented workmanship standards. Avionics modules integrate sensitive electronics with precision mechanical structures under ESD-controlled conditions. Every sub-assembly requires material traceability to the raw material level, operator certification records, and inspection documentation that becomes part of the aircraft’s permanent airworthiness record.
Continue reading Show less
Domestic aerospace assembly capacity in the United States is fully committed. Skilled aerospace technicians command premium wages, and the time required to recruit, train, and certify new operators limits how quickly production capacity can expand. Offshore assembly introduces logistics complexity and oversight challenges that conflict with the rigorous supplier audit requirements that aerospace OEMs maintain.
The result is growing interest in nearshore partners who can deliver aerospace-grade quality with geographic proximity. Aerospace OEMs need a partner close enough to audit regularly, responsive enough to support engineering change cycles in real time, and disciplined enough to maintain the documentation rigor that aerospace regulators require — without the cost structure that constrains domestic capacity growth.
GPW is building that capability. With a quality system built on documented workmanship and inspection standards, full material traceability, and a workforce trained on aerospace workmanship requirements, GPW provides the sub-assembly capacity that aerospace OEMs need — 2 hours from Texas.
What GPW Builds — Harnesses, Avionics Modules, and Electromechanical Components
GPW assembles aerospace sub-assemblies across a range of complexity levels. Every program operates under controlled conditions with full material traceability, documented procedures, qualified operators, and inspection at defined hold points.
Aerospace Wire Harness Assembly
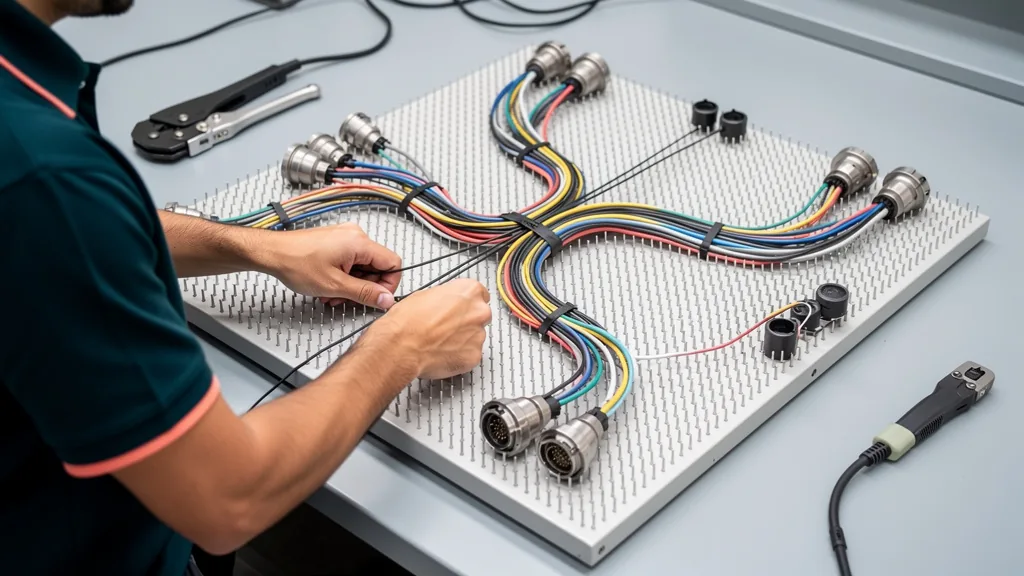
Wire harnesses are among the most critical and labor-intensive aerospace sub-assemblies. GPW builds aerospace harnesses on dedicated assembly boards: conductor cutting and marking, terminal crimping with pull-test verification at defined intervals, connector pin insertion, branch routing per the OEM’s drawing, protective sleeving and lacing, and continuity testing of every circuit.
Harness assembly follows documented workmanship and inspection standards for aerospace applications. Every crimp is performed with calibrated tooling, and pull-test results are recorded and traceable to the individual termination. Conductors are identified by part number and lot code from cut to termination. Completed harnesses pass 100% electrical testing — continuity, isolation, and hi-pot where specified — on a dedicated test fixture configured to the OEM’s test specification.
Avionics and Electronics Module Assembly
Avionics sub-assemblies integrate PCBAs, displays, connectors, EMI shielding, and mechanical housings into modules that install into aircraft avionics bays. GPW assembles these modules under ESD-controlled conditions: PCBA installation into housings, connector and gasket placement, EMI shielding application, conformal coating where specified, and functional testing against the OEM’s acceptance test procedure.
Module assembly requires attention to electrostatic discharge protection at every stage. GPW maintains ESD-controlled workstations with continuous monitoring, and every operator handling sensitive components follows documented ESD protocols verified through regular compliance audits.
Electromechanical Component Assembly
Aerospace platforms contain electromechanical components that combine electrical functionality with precision mechanical structures — actuator sub-assemblies, relay panels, junction boxes, power distribution units, and switch assemblies. GPW builds these components: mechanical assembly with torque-controlled fastening per aerospace standards, electrical wiring and termination, functional testing, and inspection at defined hold points before the unit ships.
Sensor and Instrumentation Sub-Assembly
Aircraft and defense systems depend on sensors and instrumentation packages for flight data, environmental monitoring, and system health tracking. GPW integrates sensors into mounting structures, routes signal cabling, verifies electrical connections, and performs output validation against the OEM’s calibration specification. Every sensor sub-assembly ships with test records documenting signal verification results.
CNC Machining for Aerospace & Defense — Flight-Critical Parts, One Accountable Partner
GPW coordinates precision machining for the same aerospace and defense programs it assembles. Through a vetted network of Monterrey machine shops, GPW delivers titanium, Inconel, and aluminum parts to aerospace tolerances — while GPW itself owns the DFM, quality governance, material sourcing, and on-time delivery. One contract, one accountable partner, and scalable capacity without a single-shop bottleneck.
Machined parts feed directly into the assembly and test work GPW already runs in-house, so flight-critical hardware moves from raw stock to finished, documented unit under one chain of custody.
Machining Processes for Aerospace & Defense
The network machines flight-critical aerospace and defense parts to tolerances measured in tenths. 5-axis CNC milling produces airframe brackets, structural fittings, turbine housings, and actuator bodies in fewer setups with tighter positional accuracy between features cut at compound angles. CNC turning holds concentricity and runout on engine shafts, spacers, and bearing housings, and Wire EDM cuts turbine blade root forms, spline profiles, and precision slots in hardened components where geometry exceeds what milling can reach.
The margin for error is different in this industry. A bracket that holds ±0.005″ in an industrial application holds ±0.0005″ in an aircraft, with no excess material to absorb the error. The alloys raise the bar further — titanium machines roughly 3× harder than steel, and Inconel 718 work-hardens on contact — demanding experienced operators and rigid setups at every shop that touches the part.
GPW writes the process plan, qualifies the shop, and inspects against your drawing — you contract one partner, not a list of vendors.
Materials the Network Machines for Aerospace & Defense
GPW owns material selection and DFM behind the network, so the right alloy reaches the right shop with certified stock. The network machines titanium Grade 5 (Ti-6Al-4V) for engine components and landing gear parts, Inconel 718 and 625 for hot-section and exhaust hardware, aluminum 7075-T6 and 2024 for structural brackets and fatigue-critical fuselage structures, and 17-4PH stainless for high-strength fasteners and actuator parts. Each material ships with mill certifications per AMS or ASTM showing chemical composition, mechanical properties, and heat-lot traceability. Every bar links to a heat lot before machining starts — no traceability gap, no substitution risk.
Certified stock is only half the equation. These alloys punish generic process plans — machining them well takes slow speeds, high feeds, sharp carbide or ceramic tooling, and aggressive coolant — so parts route to the partner shops that maintain dedicated setups for exotic alloys.
When a lighter or lower-cost substitution holds the requirement — 17-4PH in place of titanium, for example — GPW flags it during the free DFM review before a chip is cut.
Prototype to Production Scaling
Aerospace programs rarely start at rate, so the network runs the full range — from a one-piece prototype for design validation to recurring production runs. Prototype parts are machined from the same certified material and inspected to the same standard as production parts.
That parity de-risks the design phase: the part you validate is the part you receive at rate, with the same documentation behind both.
Quality, Documentation & Accountability
GPW owns quality governance across the network, so accountability never fragments across shops. GPW runs documented work instructions and inspection procedures, performs first-article inspection on every new part number, and provides a documentation package — FAI report, dimensional inspection, mill certifications with heat lot, Certificate of Conformance, and process records identifying machine, operator, date, and tooling — on every aerospace project. The package is delivered with the parts, not on request.
GPW coordinates special processes as part of your project through NADCAP-accredited facilities: heat treatment, surface finishing, and non-destructive testing — fluorescent penetrant inspection (FPI), magnetic particle inspection (MPI), radiographic inspection, and ultrasonic testing. Defense-related files are handled under ITAR controlled-access protocols, with full lot traceability from raw stock to finished part.
GPW responds to every RFQ within 48 hours with an initial program assessment.
Get a Quote for Your Aerospace Sub-Assembly Program Get a Quote for Your Aerospace Sub-Assembly ProgramWhat a Typical Aerospace Sub-Assembly Program Looks Like at GPW
Aerospace programs demand the highest level of documentation rigor, material control, and workmanship verification in GPW’s portfolio. Here are three representative examples.
Aircraft Wire Harness Family
A U.S. aerospace Tier 1 supplier produces a family of wire harnesses for a commercial aircraft platform. The program includes 12 harness part numbers covering cockpit, avionics bay, and fuselage routing applications. Harnesses range from 15 circuits to 200+ circuits, using a mix of MIL-spec and EN-standard conductors with qualified connectors.
GPW assembles all 12 part numbers on dedicated harness boards. Each harness follows its own assembly drawing with specific routing, breakout, and connector call-outs. Assembly covers conductor preparation, terminal crimping with pull-test documentation, connector pin insertion, branch routing, protective sleeving, and 100% electrical testing on a part-number-specific test fixture. Every unit ships with a traveler documenting each assembly step, operator identification, material lot codes, crimp pull-test results, and electrical test data. Monthly volume: 300-600 harnesses across all part numbers.
Avionics Junction Box Sub-Assembly
An aerospace OEM designs a junction box used in the avionics bay of a defense platform. The junction box integrates a machined aluminum housing, 4 multi-pin mil-spec connectors, an internal wiring harness, EMI gaskets, and a conformal-coated PCBA that provides signal conditioning for avionics data bus connections. The assembly requires workmanship inspection at 3 defined hold points.
GPW builds the junction box: housing preparation, PCBA installation with ESD controls, internal harness routing and termination, connector installation with sealant application, EMI gasket placement, conformal coating verification, and a functional acceptance test that validates every signal path and connector pin assignment. Each unit undergoes first-article inspection on the initial production run and periodic inspections per the OEM’s sampling plan. Monthly volume: 50-100 units with quarterly production runs aligned to platform delivery schedules.
UAV Power Distribution Harness
An OEM produces a power distribution harness for a family of unmanned aerial vehicles. Each harness distributes power from the main bus to propulsion motors, avionics systems, payload equipment, and auxiliary systems. The harness uses high-current rated conductors with crimp-and-solder terminations and sealed connectors rated for the vibration and temperature range of the UAV operating envelope.
GPW assembles the harness: conductor preparation, crimp termination with force monitoring, solder operations to documented aerospace-class workmanship criteria, connector assembly, branch routing on a dedicated board, protective wrapping, and functional testing including hi-pot, continuity, and insulation resistance measurement. Every harness ships with complete assembly documentation traceable to conductor lot numbers, solder lot codes, and operator certifications. Monthly volume scales from 100 units at introduction to 500+ at full-rate production.
Why Monterrey for Aerospace Sub-Assembly — Proximity, Auditability, and Cost Discipline
Aerospace OEMs maintain the most rigorous supplier oversight in manufacturing. Regular audits, production surveillance, and documented quality system assessments are standard expectations — not exceptions. The assembly partner you choose needs to be accessible for that level of oversight while delivering cost discipline that supports competitive program pricing.
Audit-Accessible Proximity
GPW’s Monterrey facility is a short flight from most major U.S. aerospace hubs — Dallas, Los Angeles, Wichita, Seattle, Phoenix. Aerospace OEMs can conduct supplier qualification audits, witness first-article inspections, and perform production surveillance visits without the multi-day international travel that offshore suppliers require. For an industry where supplier audit frequency is driven by risk classification, proximity reduces audit cost and increases oversight effectiveness.
Cost-Competitive Quality
Labor costs in Monterrey are 40-60% lower than comparable U.S. aerospace assembly operations. For labor-intensive programs like wire harness fabrication, avionics module assembly, and component integration, that advantage reduces per-unit cost while maintaining the workmanship standards and documentation rigor that aerospace customers require. Sub-assemblies built under USMCA receive preferential tariff treatment when entering the U.S.
Same-Timezone Collaboration
Aerospace programs involve frequent engineering interaction — drawing clarifications, material substitution approvals, process deviation dispositions, and first-article review cycles. GPW’s engineering and quality teams work the same business hours as U.S. aerospace programs, enabling real-time collaboration that offshore time zone gaps make impractical.
Scalable Capacity with Aerospace Discipline
GPW scales production to match program delivery schedules without minimum volume commitments. Whether your program requires 50 harnesses per month during development or 500 at full-rate production, GPW adjusts capacity while maintaining the same documentation rigor, inspection hold points, and traceability standards at every volume level.
USMCA and ITAR Considerations
Sub-assemblies built in Mexico under USMCA qualify for preferential tariff treatment. For programs with ITAR considerations, GPW works within the regulatory framework applicable to defense-related sub-assemblies, addressing the access controls and documentation practices each program's ITAR requirements define.
Quality Systems Built for Aerospace Documentation and Traceability
Aerospace quality is absolute. There is no acceptable defect rate — every unit must meet specification, every document must be complete, and every material must be traceable to its origin. GPW’s quality system is designed from the ground up to meet these requirements.
Documented Quality System
All aerospace assembly processes follow documented workmanship and inspection standards. This includes documented quality procedures, risk-based thinking, product realization controls, management review, internal audit programs, and continuous improvement processes — structured to meet the quality requirements each aerospace program defines.
Material Traceability
Every material used in an aerospace assembly is traceable from the raw material supplier through finished sub-assembly. GPW’s traceability system links conductor lot numbers, connector lot codes, solder batch numbers, and consumable materials to the individual unit by serial number. Material certifications — including mill certificates, certificates of conformance, and shelf-life documentation — are maintained as part of the quality record and available for customer audit.
Operator Qualification
Operators assigned to aerospace programs complete qualification training specific to the documented workmanship standards applicable to the program, including customer-specific standards. Qualification records are maintained and current, with requalification at intervals defined by the applicable standard.
Inspection Hold Points
Aerospace assembly programs include mandatory inspection points defined in the process plan. At each hold point, a quality inspector verifies the completed work against the drawing, workmanship standard, and process specification before the unit advances to the next operation. Hold point results are documented in the unit’s traveler.
First Article Inspection
GPW performs first-article inspection (FAI) on initial production units for every new aerospace part number. FAI reports document dimensional measurements, material verifications, process validations, and test results that confirm the production process produces conforming hardware.
Nonconformance & Corrective Action
GPW operates a formal nonconformance reporting (NCR) and corrective action system. Nonconforming hardware is segregated, dispositioned per the OEM’s material review board process, and corrective actions are implemented with root cause analysis and effectiveness verification — all documented and available for regulatory review.
Quality & Documentation
- Documented quality management system — documented procedures, internal audits, and continuous improvement
- Documented workmanship and inspection standards for cable and wire harness assemblies
- Documented criteria for all solder operations at the applicable aerospace class
- Documented workmanship standards for avionics and electronics assembly
- First-article inspection (FAI) with full reporting on every new part number
- Full lot traceability with material certifications and certificates of conformance
- Customer-specific quality requirements accommodated through program-level quality plans
Aerospace
Sub-Assembly FAQ
Every build follows documented workmanship and inspection standards, with documented procedures, material traceability systems, operator qualification programs, first-article inspection, and corrective action management. We align to the quality requirements each aerospace program defines, and every unit ships with audit-ready documentation.
GPW builds aerospace wire harnesses, avionics junction boxes, electromechanical components, sensor sub-assemblies, power distribution units, relay panels, and connector assemblies. Programs range from individual cable assemblies with a dozen terminations to complex avionics modules integrating PCBAs, EMI shielding, and mil-spec connectors with full material traceability documentation.
Every material is tracked from supplier through finished assembly. GPW's traceability system links conductor lot numbers, connector lot codes, solder batch numbers, and consumables to individual units by serial number. Material certifications including mill certificates and certificates of conformance are maintained as permanent quality records available for customer audit.
Yes. GPW performs first-article inspection on initial production units for every new aerospace part number. FAI reports document dimensional measurements, material verifications, process validation results, and functional test data. FAI packages are submitted to the OEM for approval before the program transitions to full-rate production.
GPW builds to documented workmanship and inspection standards for wire harness and cable assembly, solder operations, and electronic assembly, against documented criteria your aerospace program defines. Operators are qualified to the applicable workmanship standard and maintain current qualification, with requalification at defined intervals.
GPW works within the regulatory framework applicable to defense-related sub-assemblies manufactured in Mexico. For programs with ITAR considerations, GPW addresses the access controls, documentation practices, and personnel screening each program's ITAR requirements define. Specific program requirements are addressed during the qualification process.
Sub-assemblies ship by truck from Monterrey, reaching U.S. distribution points in 1-2 days. GPW designs packaging specific to each product's sensitivity and fragility, maintains environmental controls during storage, manages export documentation, and provides USMCA-compliant paperwork for preferential tariff treatment on shipments into the U.S..
Ready to Add a Qualified Nearshore Aerospace Sub-Assembly Partner?
Whether you are expanding capacity for an existing aircraft program, launching a new defense platform, or seeking a cost-competitive sub-assembly source with aerospace-grade quality systems — GPW is ready to build.
Our Monterrey facility assembles aerospace wire harnesses, avionics modules, and electromechanical components under controlled conditions: full material traceability, qualified operators, first-article inspection, and a quality system built on documented workmanship and inspection standards — under one roof and one program manager who works your hours.
Send us your requirements. A program manager will respond within 48 hours with an initial assessment.
No commitment. No minimum order. Engineering-driven quoting.