Electronics Machining — From Heat Sinks and EMI Enclosures to Precision Chassis
Global Precision Works (GPW) coordinates precision machining of heat sinks, EMI/RFI enclosures, chassis, and connectors in aluminum, copper, and brass — through a vetted Monterrey network, with the tight tolerances and clean finishes that industrial and control electronics demand. One accountable partner, two hours from Texas.
Electronics machining lives at the intersection of thermal physics, electromagnetic compatibility, and mechanical precision. Heat sinks, enclosures, chassis, and connectors are chosen for their physical properties — thermal conductivity, shielding, dimensional stability — not just their strength, and the tolerances are tighter than most structural work. Every watt a processor or power stage dissipates has to be conducted away, and every interface has a tolerance that decides whether the board seats and the seal holds.
GPW coordinates the machining of those parts. Through a vetted network of Monterrey machine shops, GPW delivers heat sinks, EMI/RFI enclosures, chassis, and precision connectors — while owning the DFM, material sourcing, inspection, and on-time delivery. You work with one accountable partner, and every part is engineered for thermal and shielding performance before the first chip is cut.
This is machining built for electronics. GPW knows that a 30°C difference in junction temperature is the difference between a 10-year product and a 2-year one, that a heat-sink base that is not flat creates an air gap that blocks heat transfer, and that an enclosure with gaps is a Faraday cage that leaks. The work is engineered to spec, finished to perform, and documented to RoHS.
What Is Electronics CNC Machining?
Electronics CNC machining is the precision manufacturing of the thermal, shielding, and structural metal parts inside electronic hardware — heat sinks, EMI/RFI enclosures, chassis, brackets, connectors, and standoffs — cut from aluminum, copper, brass, and engineering plastics to the tight tolerances and surface finishes that thermal management, electromagnetic compatibility, and close mechanical interfaces require. The work spans general industrial and control electronics, instrumentation, and connectors — the broad base of electronic hardware outside telecom-network and data-center equipment. GPW delivers it as a managed manufacturing partner: it coordinates a vetted network of Monterrey machine shops while owning the DFM, material sourcing, quality governance, and single-point delivery accountability — so the OEM gets clean, in-spec parts from one company, not a pass-through broker.
Electronics Hardware Keeps Getting Denser and Hotter — Machined Parts Have to Keep Up
Electronic hardware keeps getting denser, faster, and hotter. Industrial controls, instrumentation, power electronics, and embedded systems pack more processing and power into smaller envelopes every cycle — and every watt a processor or power stage dissipates becomes heat that a machined part has to move. Fin geometry, base flatness, and contact-surface finish on a heat sink decide whether the system runs at 60°C or 90°C, and that 30°C gap is the difference between a long product life and an early failure.
The enclosures are not just boxes either. A machined electronics enclosure is a Faraday cage: the material, wall thickness, seam design, gasket grooves, and surface finish determine how much electromagnetic interference leaks in or out. A continuous-wall machined enclosure with a conductive finish blocks interference a gapped sheet-metal box cannot — which matters as much for passing emissions testing as for product performance.
Continue reading Show less
And the interfaces are unforgiving. A PCB mounting hole off by 0.005 inch means the board does not seat; an oversized connector cutout means the connector wobbles; a mating surface that is not flat means thermal-paste gaps and hot spots. As components miniaturize, those features shrink too — thinner walls, finer threads, closer hole spacing — and consumer-facing products add a cosmetic bar on top: anodized surfaces with no tool marks, uniform across hundreds of parts.
For U.S. electronics OEMs, that combination — tight tolerances, demanding finishes, and fast new-product iteration — runs into constrained, expensive domestic machining on one side and slow, tariff-exposed offshore supply on the other. GPW was built for the gap between them: a managed Monterrey network that delivers electronics-grade machining at nearshore cost and speed, with the engineering owned in-house and the parts documented to RoHS.
What the Network Machines for Electronics — Heat Sinks, Enclosures, and Connectors
GPW coordinates precision machining of electronic hardware components through a vetted network of Monterrey machine shops. GPW writes the DFM, sources and certifies material, sets the inspection plan, and carries delivery accountability — so each part below is engineered for thermal and shielding performance, routed to the shop matched to its geometry and volume, and shipped under one part number with full documentation.
CNC Milling — Heat Sinks, Enclosures, and Chassis
Milling is the core process for electronics. The network machines heat sinks — pin-fin, straight-fin, cross-cut, and custom geometries — from solid billet; EMI enclosures with internal ribs, bosses, PCB standoffs, and gasket grooves; and chassis with precision connector cutouts. Internal pockets, thin walls, and fine features are held to the tolerances dense electronics demand.
Tall, closely spaced fins and 0.030-inch walls push the limits of an end mill, so GPW’s DFM review tunes fin pitch, wall thickness, and tool access — the part performs thermally and still machines without deflection.
CNC Turning — Connectors, Pins, and Standoffs
Turned electronics parts: connector bodies, contact pins, standoffs, threaded inserts, bushings, and cylindrical housings. Brass and copper are turned where conductivity matters, stainless where durability does. Concentricity and thread fit are held tight so parts mate and seat the first time.
Sheet Metal Fabrication — Brackets, Panels, and Shields
For the formed-metal side of an electronics build, the network laser-cuts, forms, welds, and finishes brackets, mounting panels, EMI shield cans, and structural chassis. Sheet-metal work pairs with the machined and finished parts so a complete hardware set ships from one coordinated program.
Surface Finishing — Thermal, Conductive, and Cosmetic
Finish drives electronics performance. Type II anodize on heat sinks raises emissivity to roughly 0.85 against 0.05 for bare aluminum — a 3-5× gain in radiated heat, and the reason anodize is the default for natural-convection cooling; chem film and electroless or zinc-nickel plating keep enclosure surfaces conductive for grounding and EMI shielding; powder coating gives consumer-facing enclosures a clean, durable cosmetic surface.
GPW’s rule of thumb: never anodize EMI mating surfaces, because anodize is non-conductive — chem film or nickel goes on shielding surfaces, anodize on external cosmetic ones. That call is made during DFM, not discovered at emissions testing.
Engineering Support — Free DFM for Thermal and EMI
Electronics DFM is its own discipline: whether a cross-cut pattern can replace pin-fins at lower cost, whether 6063 aluminum (better anodize) beats 6061 (higher strength) for a given part, and how to widen fin pitch for machinability without losing thermal capacity. GPW’s free DFM review handles all of it before the first chip is cut.
Chosen for Thermal and Shielding Performance, Documented to RoHS
Electronics parts are specified for their physical properties — thermal conductivity, shielding, dimensional stability — as much as their strength. GPW owns material selection and DFM behind the network, so the right alloy and finish are chosen for performance before machining begins.
Materials the Network Machines for Electronics
The network machines the materials electronics design depends on:
- Aluminum 6061-T6 — structural enclosures, chassis, and brackets; strong, machinable, anodizable
- Aluminum 6063 — heat sinks and cosmetic enclosures; takes anodize cleanly, good thermal conductivity
- Copper 101 (OFHC) / 110 — heat sinks, bus bars, and thermal spreaders; the highest thermal and electrical conductivity
- Brass 360 — signal connectors, contact pins, and fittings; excellent free-machining, good conductivity
- Stainless 304 — corrosion-resistant housings and weather-exposed enclosures
- Polycarbonate and Delrin — light pipes, lenses, connector insulators, and low-friction guides
GPW sources certified stock and matches material and finish to the thermal, shielding, and cosmetic requirements during the free DFM review — see the full Metals and Plastics references for grades and properties.
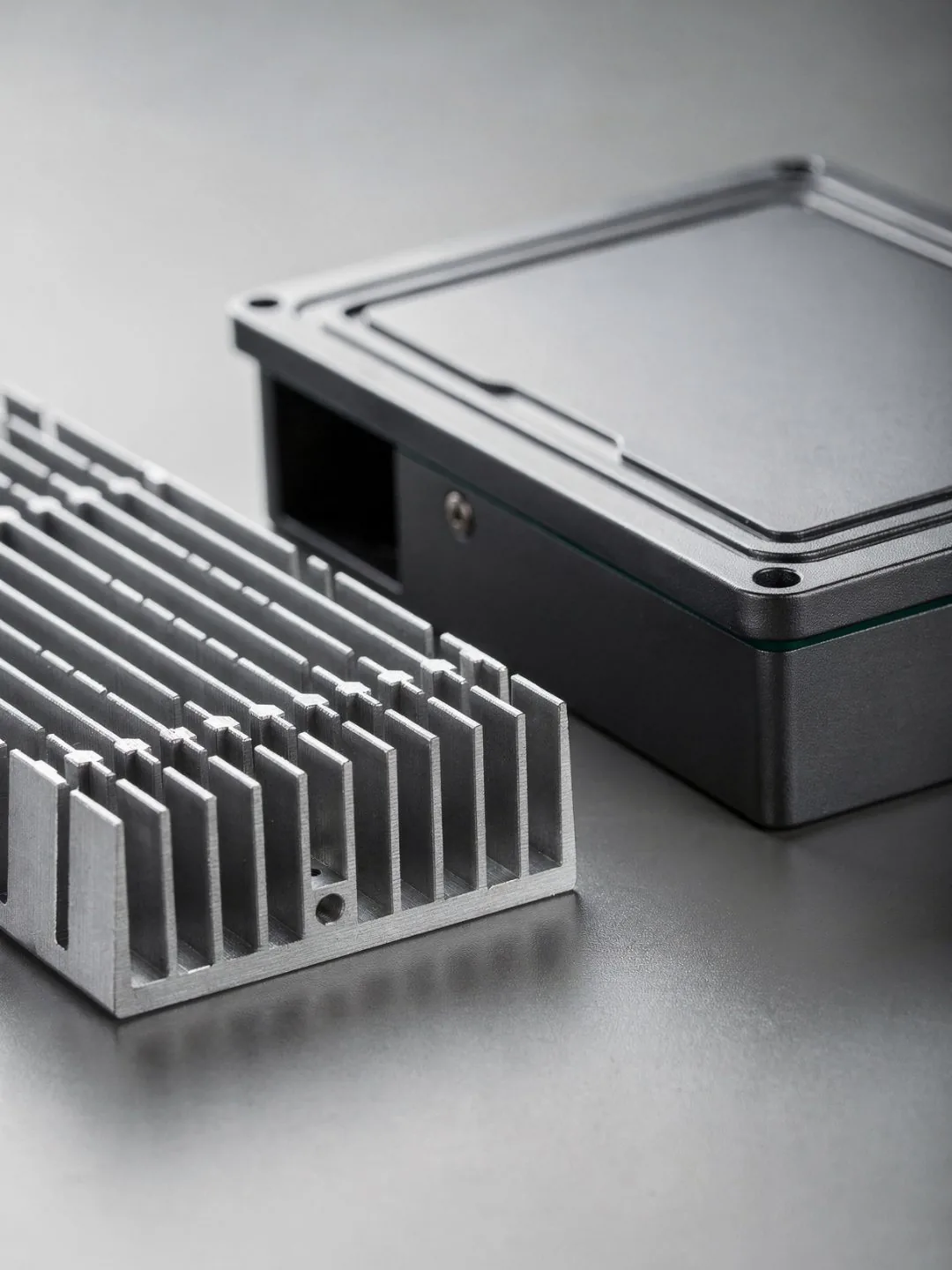
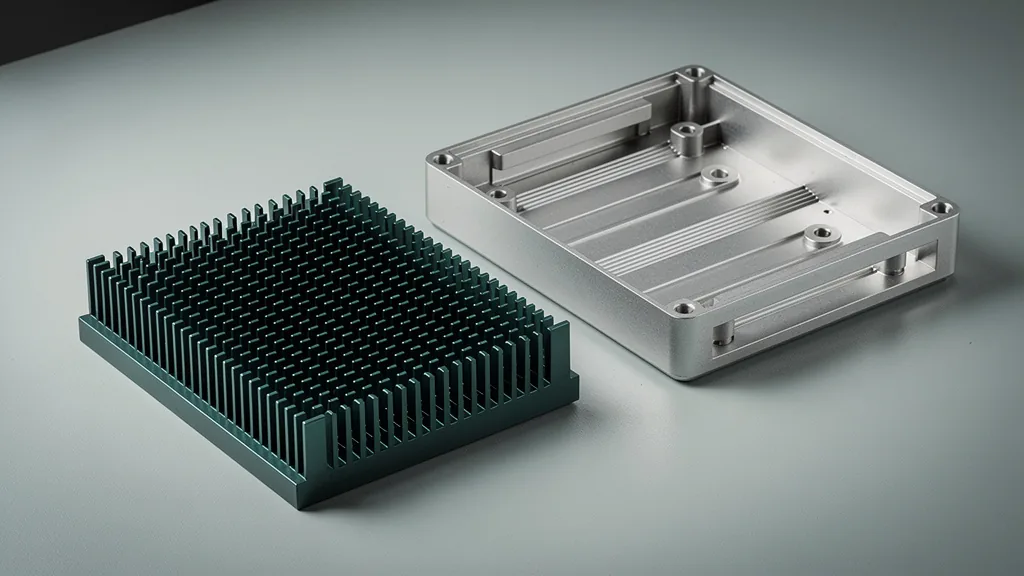
Heat Sinks & EMI Enclosures — Two Signature Capabilities
Heat sinks and EMI enclosures are GPW’s two signature electronics parts, and both reward machining precision. On heat sinks, base flatness of 0.001-0.002 inch across the contact face keeps the thermal-interface gap minimal, fins as thin as 0.020 inch add surface area, and a contact-face finish of Ra 0.8 µm or better lowers thermal resistance — smoother surface, thinner interface, cooler junction. Fin pitch is a DFM lever in its own right: widening it by just 0.5 mm can cut machining time roughly 30% with under 2°C of thermal impact, a trade GPW quantifies during the free DFM review.
On EMI enclosures, a single-billet machined housing has continuous walls with no seams to leak through, precision gasket grooves give consistent conductive-gasket compression around the full perimeter, and mating faces flat to 0.001-0.002 inch close the seam completely. Conductive finishes — chem film, electroless nickel, zinc-nickel — complete the shield.
Quality, Documentation & Accountability
Quality governance stays with GPW across every shop in the network. GPW defines the inspection plan, runs dimensional verification with CMM reporting and GD&T callouts on critical features — PCB hole true position, connector-cutout fit, heat-sink flatness, surface finish — and assembles the documentation package: material certifications, RoHS compliance, inspection records, and lot traceability from raw stock to finished part. Handling for ESD-sensitive hardware follows documented protocols, and one inspection standard applies no matter which shop cuts the part.
Capability is governed today by documented procedures, documented workmanship and inspection standards, and the OEM’s own acceptance criteria. Every build follows documented work instructions and is verified against documented criteria, with first-article inspection, in-process checks, and full traceability.
GPW responds to every RFQ within 48 hours with an initial program assessment and a free DFM review.
Get a Quote for Your Electronics Machining Program Get a Quote for Your Electronics Machining ProgramWhat a Typical Electronics Machining Program Looks Like at GPW
Electronics machining programs vary in part type and volume, but they share a common requirement: thermal, shielding, and interface tolerances have to be right, and they have to repeat across the run. Here are three representative examples.
Machined Heat Sink Program
An industrial-electronics OEM specifies a pin-fin heat sink for a power-electronics module. Each part is milled from 6063 aluminum billet, with a base held flat to 0.001-0.002 inch across the contact face, fins on a pitch tuned during DFM, and a Type II anodize that raises emissivity for natural-convection cooling.
GPW coordinates milling, anodizing, and dimensional inspection: flatness and fin geometry are verified, the contact face is finished to Ra 0.8 µm, and each lot ships with inspection records. Volumes run from prototype quantities through sustained production, with the fin pitch optimized to cut machining time without losing thermal capacity.
EMI Enclosure for Industrial Electronics
An OEM designs a shielded enclosure for a control or instrumentation product. The housing is machined from a single aluminum billet with continuous walls, precision gasket grooves around the full perimeter, internal PCB standoffs, and connector cutouts held to ±0.003 inch so the connectors mate without wobble.
GPW coordinates milling, a conductive finish (chem film or electroless nickel on the mating surfaces, anodize only on external cosmetic faces), and dimensional inspection of the seam flatness and cutout fit. The result is a Faraday-cage enclosure that passes emissions testing — documented, RoHS-compliant, and repeatable across the run.
Precision Connectors & Standoffs
An OEM produces machined connector bodies, contact pins, and threaded standoffs for a family of electronic assemblies. These are high-volume turned parts in brass 360 and copper, where conductivity, concentricity, and thread fit have to hold consistently across thousands of units.
GPW routes the work to the network shop best matched to the volume and material, holds dimensional consistency with sampling plans and gauging, applies plating where conductivity or corrosion resistance requires it, and keeps cost competitive through Monterrey labor rates. Material traceability follows every lot.
Why Monterrey for Electronics Machining — Cost, Tariff Relief, and NPI Speed
Electronics OEMs iterate fast and ship globally. The machining partner you choose has to keep cost down on high-volume parts, keep tariff exposure off the BOM, and keep up with the pace of new-product introduction — while one accountable partner owns the engineering and the quality outcome.
Cost-Competitive Production
A $15 aluminum enclosure machined domestically becomes roughly $6 from Monterrey. On high-volume heat sinks and enclosures, where machining labor dominates cost, 40-60% labor savings compound across the run — and USMCA preferential treatment applies to qualifying North American content.
Same-Timezone for NPI
Electronics new-product introduction is fast and iterative. Your hardware engineer makes an enclosure change at 2 PM and the machinist sees it at 2 PM — not tomorrow, not next week. Same-day design feedback keeps NPI cycles short while parts still reach Texas in 1-2 days by truck.
Proximity for Collaboration
Monterrey is a short hop from your engineering team — about 2 hours’ flight from Austin, 1.5 from Dallas, 2.5 from Phoenix, and 3 from San Jose. First-article reviews, DFM discussions, and audits happen in person without losing a full week to travel.
Scalable Network Capacity
The managed network flexes from prototype quantities to sustained production without a single-shop bottleneck and without minimum-volume commitments — so a design that takes off does not outrun your supplier, and a slow quarter does not leave you carrying inventory.
Avoid China Tariffs
Section 301 tariffs of 7.5-25% apply to electronics enclosures and chassis machined in China. USMCA manufacturing in Monterrey avoids that exposure entirely — North American content, preferential tariff treatment, and no Section 301 surprise on the landed cost.
Quality Built for Electronics Precision
Electronics parts fail in subtle ways — a heat sink a few thousandths out of flat, a connector cutout a few thousandths oversize, an enclosure surface that will not ground. GPW’s quality system catches those at inspection, against your drawing, before the parts ship.
Dimensional Precision
GPW verifies the dimensions that decide whether a part works: PCB mounting holes to true position within 0.002 inch, connector cutouts within 0.003 inch, heat-sink base flatness of 0.001-0.002 inch, and surface finish to Ra 0.8 µm — Ra 0.4 µm on thermal-interface faces. Results are recorded against the drawing.
RoHS Compliance
All materials and finishes comply with RoHS directives — no lead, mercury, cadmium, hexavalent chromium, PBB, or PBDE. Compliance documentation is assembled with the inspection package and available on request for your own regulatory filings.
ESD-Aware Handling
For machined parts that interface with ESD-sensitive assemblies, GPW follows documented handling and packaging protocols — grounded handling and ESD-safe packaging — so parts arrive ready for your controlled assembly environment without risk to the boards they mount to.
Documented Workmanship
GPW’s processes are designed around documented workmanship and inspection standards for cleanliness, burr-free edges, and cosmetic consistency. Anodized and plated surfaces are inspected for uniformity across the lot, so the hundredth part looks like the first.
Lot Traceability
Every part is traceable to its material lot and the shop that machined it. GPW’s records link raw-stock certifications, inspection data, finishing records, and date codes to the individual lot — available for customer audit at any time.
Quality & Documentation
- Documented workmanship and inspection standards — every build verified against documented criteria
- RoHS compliance — materials and finishes free of restricted substances
- First-article inspection, in-process checks, and full lot traceability
- MIL-DTL-5541 chem film and MIL-A-8625 Type II anodize — finishes applied per specification
- Customer-specific quality requirements via program-level quality plans
Electronics
Machining FAQ
Yes — pin-fin, straight-fin, cross-cut, and custom profiles, machined from solid billet. GPW optimizes fin geometry during the free DFM review, balancing thermal performance against machining feasibility and cost; widening fin pitch slightly can cut machining time substantially with only a small thermal trade-off.
GPW coordinates a vetted network of Monterrey machine shops and owns the engineering (DFM), material sourcing, inspection plan, and single-point delivery accountability. GPW is the prime, quality-governing partner, not a broker that passes your job along. You issue one purchase order and hold one company accountable for the result.
A machined enclosure from a single billet has continuous walls and no seams to leak through, plus precision gasket grooves for consistent conductive-gasket compression. Combined with conductive finishes like chem film or electroless nickel, that delivers shielding a gapped sheet-metal box cannot match. GPW advises on material, finish, and groove design during DFM review.
Typical targets are PCB mounting holes to true position within 0.002 inch, connector cutouts within 0.003 inch, and heat-sink base flatness of 0.001-0.002 inch across the contact face, with surface finish to Ra 0.8 µm — tighter where the part requires it. Tolerances are confirmed against your drawing before machining begins.
Yes. There is no minimum order. Prototype quantities of 1-25 pieces are machined in production materials with full dimensional inspection — ideal for hardware teams iterating on enclosure and heat-sink designs before committing to volume.
Yes. All materials and finishes comply with RoHS directives — no lead, mercury, cadmium, hexavalent chromium, PBB, or PBDE — and compliance documentation is available on request.
Type II anodize for heat sinks, which raises emissivity so the part radiates heat far better than bare aluminum; chem film for grounding and conductivity; electroless or zinc-nickel plating for EMI shielding; and powder coating for cosmetic enclosures. GPW never anodizes EMI mating surfaces, because anodize is non-conductive.
Ready to Machine Your Electronics Parts Closer to Home?
Whether you need heat sinks for a power-electronics module, a shielded enclosure for an instrument, or precision connectors at volume — GPW is ready to quote.
Through a managed network of Monterrey machine shops, GPW delivers milled, turned, and finished electronics components in aluminum, copper, and brass — with the DFM, material traceability, and RoHS documentation owned by one accountable partner, two hours from Texas.
Send us your drawing, material, and finish requirements. A program manager responds within 48 hours with an initial assessment and a free DFM review.
No commitment. No minimum order. Engineering-driven quoting.